
CurabyDagoma version Franken3D I3 Bltouch
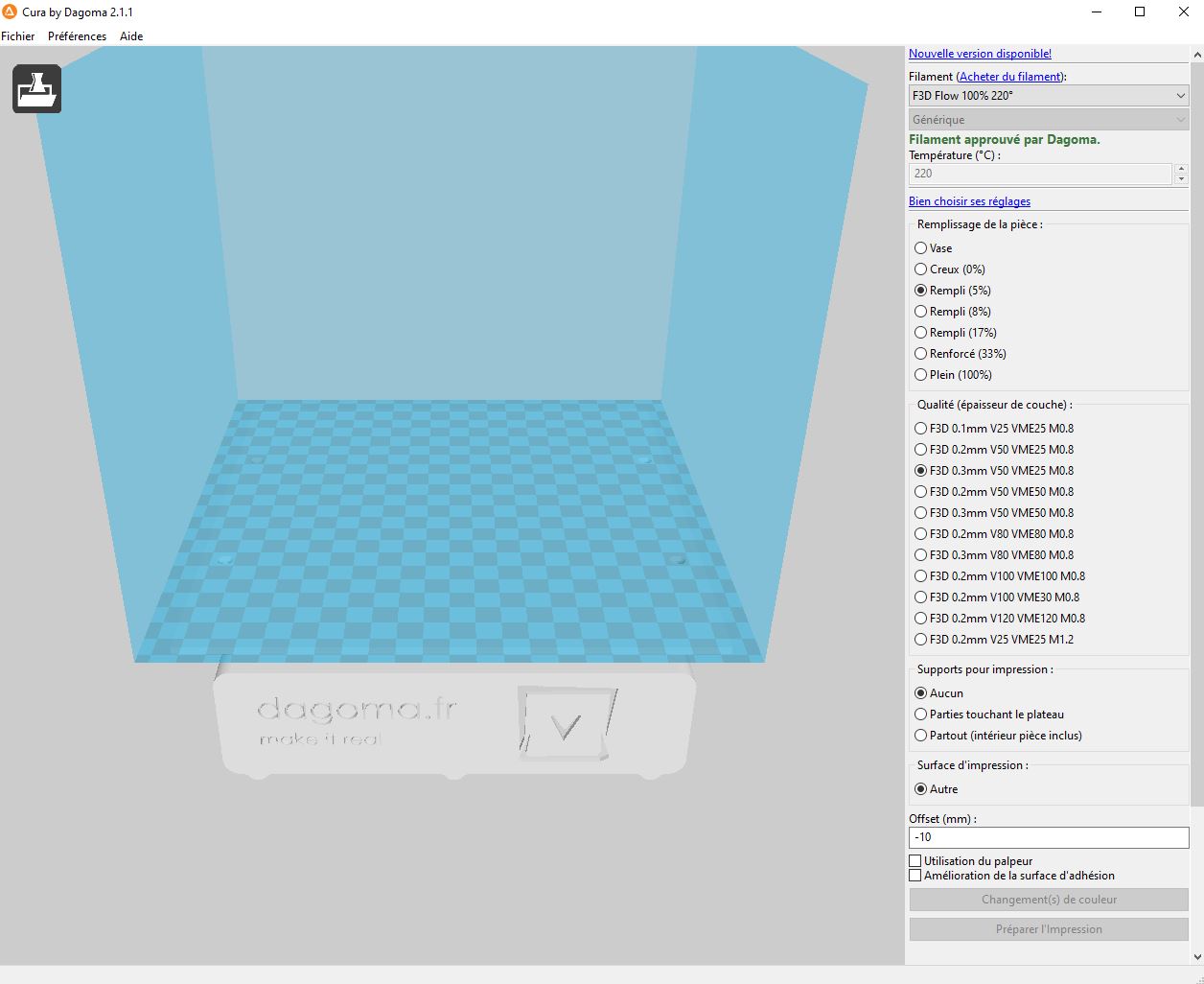
Comme à l'accoutumée, j'ai adapté le logiciel Cura by Dagoma suivant les paramètres de mon imprimante.
Voici les liens de téléchargement du programme et du Xml modifié :
On peut retrouver les préréglages et sélections suivants :
1 - Flow et température
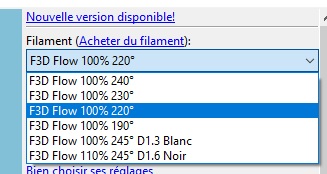
Essentiellement adapté aux filaments que j'utilise, les 4 premiers pour le PLA, et les 2 autres pour les filaments flexibles.
2 - Le remplissage
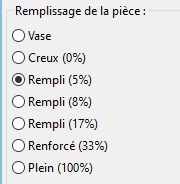
Avec plus de choix que sur le programme d'origine, notamment avec le plein 100% qui me sert à imprimer des pièces mécaniques.
3 - Qualité
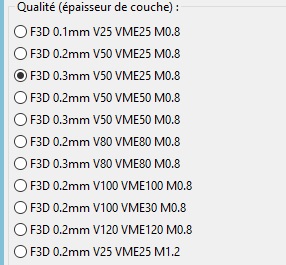
J'ai créé plusieurs profils avec des épaisseurs différentes et des vitesses intérieures et extérieures différentes, le profil 0.3mm fait son apparition, je l'utilise la aussi pour les pièces mécaniques qui n'ont pas besoin d'une précision à 0.2 ou 0.3.
4 - Surface d'impression
Ici, j'ai retiré les autres sélections pour ne laisser que "autre", en effet, si l'on utilise un BLTouch l'Offset est toujours le même quel que soit le type de support d'accroche (Scotch, Buildtak, ...).
5 - Start et End Gcode
J'ai modifié les start et le End Gcode pour les adapter au Bltouch et à mes préférences :
G91 ; relative positioning
G1 Z7 ; monte la buse de 7mm
G90 ; absolute positioning
G28 X ; home X
M106 S0 ; Vitesse du ventilateur de buse à 0
M140 S55 ; température lit sans attendre à 55 °C
M109 S180 ; température tête en attendant d'atteindre la valeur de 180 °C
M104 S{print_temperature} ; température tête sans attendre la valeur définie dans le menu
M140 S55 ; température lit sans attendre à 55 °C
G28 X ; home X
G28 Y ; home Y
G01 X20 Y100 ; position X20 et Y100 avant le home Z
G28 Z ; home Z
;Sensor activation
;{sensor}
;Offset
G92 Z10 ; défini la position abolue de Z à -10mm
G91 ; relative positioning
G1 Z{z_offset} ; offset à la valeur définie dans le menu
G90 ; absolute positioning
G92 Z0 ; défini la position abolue de Z à -0m
G1 Z3 ; déplacement Z à 3mm de hauteur
G1 X100 Y200 F3000 ; déplacements X à 100 mm et Y à 200 à une vitesse de 3000
G1 Z2 ; déplacement Z à 3mm de hauteur
M104 S{print_temperature} ; température tête sans attendre la valeur définie dans le menu
M140 S55 ;set bed temperature ; température lit sans attendre à 55 °C
M82 ; set extruder to absolute mode
M107 ; start with the fan off
G92 E0 ; défini la position abolue de l'extrudeur à 0
G1 F200 E3 ; extrude 3 mm de filament
G92 E0 ; défini la position abolue de l'extrudeur à 0
G1 F{travel_speed}
M104 S0 ; extruder heater off
M106 S127 ; start fan full power
M140 S0 ; heated bed heater off (if you have it)
G91 ; relative positioning
G1 E-1 F300 ; retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+10 E-2 F{travel_speed} ; move Z up a bit and retract filament even more
;G28 X0 Y0 ; move X/Y to min endstops, so the head is out of the way; Désactivé
;G1 Y200 Désactivé
M84 ;shut down motors
G4 P360000
M908 ; stop fan



Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 31 autres membres